9Ö%§COÎT&ir:äñätèÝçy’ßy0ONüžœ»Ðœ§S{æT{æÐæYC»S»aG»²ñXõW~»ÔœÊoW°Ë™`VçA¿KP~»PȆð{ëÕÁZ`äWÎçŒ~ùý†5sjÝÌ9‡Ì¯±™½»ÌC>’jçüõ› ù=ΉäóŒ3 yþªÉ¿ÀL»ó_¢-äù«ù-èK2?f%™_c×Ú»ÓXòØdOô%œ3ιþyú§á7ÆšùXõcÓfÀ.Ò€]Ðvñc[ ý`R®?&+endstream endobj 291 0 obj > /FirstChar 1 /FontDescriptor 292 0 R /LastChar 6 /ToUnicode 293 0 R /Widths [ 250 667 667 250 500 500 ] >> endobj 292 0 obj > endobj 293 0 obj > stream xœ];nÄ †Oà;L¹)V`vC…,œ.òPœ ÃØAŠaøölm¤ ï×Ì?/ÒvO5È{pªÇ£±:àâÖ œŒ…š6*ªüj-H2÷Ûqîìè@ )¸Ä°nÚ ø ä-hÆN§¯¶O²_½ÿÁm MÇTæEúW9#â:w:ÅMÜÎÉó-ñ¹y-uUC8‹- ƒ´V’Ö ¼©Ðê!¾†Q}ËPAPÊh»˜¾¶™/…9Ë|Ýsž3?¾ðÌ|gZúsÇ|’û&j !-‘ÏV†Ïc‹÷Ãzç!™òû’Ûyãendstream endobj 294 0 obj > /FirstChar 1 /FontDescriptor 300 0 R /LastChar 16 /ToUnicode 301 0 R /Widths [ 250 500 389 500 500 444 606 556 374 0 296 500 0 679 531 500 ] >> endobj 295 0 obj > /FirstChar 1 /FontDescriptor 300 0 R /LastChar 16 /ToUnicode 301 0 R /Widths [ 250 500 389 500 500 444 606 556 374 0 296 500 0 679 531 500 ] >> endobj 296 0 obj > /FirstChar 1 /FontDescriptor 300 0 R /LastChar 16 /ToUnicode 301 0 R /Widths [ 250 500 389 500 500 444 606 556 374 0 296 500 0 679 531 500 ] >> endobj 297 0 obj > /FirstChar 1 /FontDescriptor 300 0 R /LastChar 16 /ToUnicode 301 0 R /Widths [ 250 500 389 500 500 444 606 556 374 0 296 500 0 679 531 500 ] >> endobj 298 0 obj > >> >> endobj 299 0 obj > /FirstChar 1 /FontDescriptor 300 0 R /LastChar 16 /ToUnicode 301 0 R /Widths [ 250 500 389 500 500 444 606 556 374 0 296 500 0 679 531 500 ] >> endobj 300 0 obj > endobj 301 0 obj > stream xœ]’Knƒ0†O;Ì2]DHšTBH)M$}¨¤ öZ*Æ2Î’ÛwÆ&©ÔÖ7˜GRÕ/µÑ’7È=tÚ(‡ãpuáŒm Í@iég+¼²o-$$n¦Ñc_›n€¢€ä»‘£wÓr¯†3>@òî:m.˯ª!³¹Zûƒ=ÊvTæµµomÕªV×~Z’æ/ã4Y»ŒíE:71(m+ѵ撋B¤e’ŠrFýÍ’swËÕ-D8_3çÑ¿g^GƼ‰¼a~ŒÚmô˜wÑ¿c~Š¼e~Ž5ÌUÌωi¨Àbî4tÆSòîÛ»Wçhq|ª°0^•6x?¦,ˆ¿_h¾»âendstream endobj 302 0 obj > /FirstChar 1 /FontDescriptor 303 0 R /LastChar 2 /ToUnicode 304 0 R /Widths [ 165 330 ] >> endobj 303 0 obj > endobj 304 0 obj > stream xœ]Anà EOà;Ì2YD`*e…ªtãEÓ*N€aì»Õ€ÆxáÛˆ•J]€øúÿ>Ã.Ý[ç]öIÁô˜`tÞ.a%ƒ0àä¬3iWõ6³ŽÀ2ÜoK¹óc )ݲ¹$Ú¯6xöAÉùéðué³ì×pFŸ€ƒR`qÌcÞu¼êUêÔÙì»´2ó-¸oAÝ´{‰`q‰Ú i?a#y«$ªAoÿYâ£ùÖTƒ 95(ï-såöD™P~ølfV¢ª¬¡-)5œÇç¢bˆ¡r~سpŒendstream endobj 305 0 obj > /FirstChar 1 /FontDescriptor 308 0 R /LastChar 3 /ToUnicode 310 0 R /Widths [ 250 1000 606 ] >> endobj 306 0 obj > /FirstChar 1 /FontDescriptor 308 0 R /LastChar 3 /ToUnicode 310 0 R /Widths [ 250 1000 606 ] >> endobj 307 0 obj > /FirstChar 1 /FontDescriptor 308 0 R /LastChar 3 /ToUnicode 310 0 R /Widths [ 250 1000 606 ] >> endobj 308 0 obj > endobj 309 0 obj > >> >> endobj 310 0 obj > stream xœ]PÍjÆ |’¼Ã¿>4¦Ð‹%½äКöŒnR¡Q1æ·ïjÃWèA™qf-qY?3ÌÎÛ»[Ø»A˜pqZÖ™|²z›UG`-ã:ø9€»ÀÞIÜr:.6Lxì5YLÎ/-Ï~$:î1~ãŠ>¥ÀâLcžu|Ñ+«©ë`Iwù¸RæÏñqDQxÓž%’Å-jƒIûÉ[%y§ôöŸÔý¦Ù|éT 9″oïîêûC_gœî2üöÖÒì)QÁ²’Z¬TroK‹!…Êùž‹rêendstream endobj 311 0 obj > /FirstChar 1 /FontDescriptor 313 0 R /LastChar 31 /ToUnicode 314 0 R /Widths [ 250 634 686 515 667 1000 778 500 500 0 556 685 0 500 447 250 667 604 500 833 555 611 889 444 778 513 689 678 444 369 556 ] >> endobj 312 0 obj > /FirstChar 1 /FontDescriptor 313 0 R /LastChar 31 /ToUnicode 314 0 R /Widths [ 250 634 686 515 667 1000 778 500 500 0 556 685 0 500 447 250 667 604 500 833 555 611 889 444 778 513 689 678 444 369 556 ] >> endobj 313 0 obj > endobj 314 0 obj > stream xœ]’Ïnƒ0ÆŸ ïcw¨À¶«»ZÚJöGc{ JL‡4Bè·_§´èÛŸó%NT»ÇRw»ˆÞíÐT8‰¶ÓÊâ8Ülƒâ’×NBuÍVþßôµ’Wó8a_êvY&¢-‘;/÷j¸à»ˆÞ¬BÛéëò«¨Ü²ºóƒ=êIĻυÂÖµy©ÍkÝ£ˆ¼jU*-ï¦yå4Ÿ³A!i½€`bP8šºA[ë+.²òÎùµú- ‘K{¯,r’Å’ú¥Iá÷œÜÞk›ïÚú¦®*-qîXz…,ˆÏp N=§gâ5Ç%ñƱŒ!%ÞrüHüÌ;ûž;Ö®‰&>3SˆÙÉسHˆÙOJ=!ø¡>À~Ú6¬õ5Á’ò ÁßwÏq:#°7Ig»‘µ{â#×{áF=ÿ»p»þ6i2ôronÖºaÓóòC¦ñvÐF8}¿{¸˜endstream endobj 315 0 obj > /FirstChar 1 /FontDescriptor 316 0 R /LastChar 2 /ToUnicode 317 0 R /Widths [ 320 620 ] >> endobj 316 0 obj > endobj 317 0 obj > stream xœ]Anà EOà;Ì2YD`ºEHQ²ñ»mT·À0vb@c¼ðíÔJ¥.@|ýÿFŸa-îÚy-€Ý)˜ŒÎ[Â%¬dœœ‡V€u&íªÞfÖX†ûmI8w~ %°Ïl.‰¶ÃÙ†À>È»9?¾/}-ýãgô 8(ÇX¥N;KÛ)3‰¯-«ˆ¢›v/,.Q$í’l$o•äB5èí?KüÃhšj$ç’«¦ åýÖVnO» 凯ff%Ê¥Êj™RÃy|-*†*ç×Fp‡endstream endobj 318 0 obj > /FirstChar 1 /FontDescriptor 319 0 R /LastChar 2 /ToUnicode 321 0 R /Widths [ 275 712 ] >> endobj 319 0 obj > endobj 320 0 obj > >> >> endobj 321 0 obj > stream xœ]Mnà …Oà;Ì2]D`u…ªtãE·À0vj@c¼ðíÄJ¥.@ÃÎÝ[ç]öEÁô˜`tÞ.a%ƒ0àä¬3iWõ6³ŽÀ2ÜoK¹óc )]²¹$Ú¯6øì»,’óÓáçÜgÙ¯1þâŒ>¥Àâ˜Ç¼ëø¡gV©cg³ïÒvÌÌ_â{‹¢è¦ÝK‹KÔIû É[%¹P zûÏw`ÍUS ‘äpÕ ¿OÏ/•ÛeBùᣙY‰r©²†Z¦Ôp‹Š!B†Ê¹Ùßpendstream endobj 322 0 obj > /FirstChar 1 /FontDescriptor 324 0 R /LastChar 8 /ToUnicode 325 0 R /Widths [ 316 795 632 632 512 629 621 289 ] >> endobj 323 0 obj > /FirstChar 1 /FontDescriptor 324 0 R /LastChar 8 /ToUnicode 325 0 R /Widths [ 316 795 632 632 512 629 621 289 ] >> endobj 324 0 obj > endobj 325 0 obj > stream xœ]PËn»0üþÁÇía• ÛíP¤jÛ‡>TÚ€ÄÐH%‰B8ð÷l¥bíÇcvŸj£°woeƒzm»ÇÉÎ^»t8hyJË°e)ʱuÀ¢¸Y¦€cmzUì#6§à-ã²Þ{ó ½6ÃáëÚÄ´™ûÁM B€Â>ŽyiÝk;»°¤:Ö*öuXŽQóÇøBAy-oKX…»k%úÖ˜U¿ˆú×*VA×ïÌ{?SàçRÄÂáËZXGìäÓ®•ßOŸ©à¤*.Ÿ -+Î ŸVÌ·AII[ÑÕnnåì}4J§MÉš6x;¾³¢ˆÞ/Æ¿…,endstream endobj 326 0 obj > /FirstChar 1 /FontDescriptor 327 0 R /LastChar 3 /ToUnicode 328 0 R /Widths [ 250 722 333 ] >> endobj 327 0 obj > endobj 328 0 obj > stream xœ]P1jÄ0|ÿ°å]qHv ¤0’piäâä²´v±$Öráßg%|¤ÐÂhfv‡×î¥ó.x§`zL0:o -°’Aprê¬3iGešYGlî·%áÜù1@Û’ø`rI´žmðâ,’óÓéëÚ3ì×pFŸ@’R`qä5¯:ÞôŒ ŠëÒYæ]Ú.ìùS|n¡É¸ª÷ÁâµAÒ~ª•µj僪ÐÛÔnÆ»²Q¥Ü¬Dœ9·T²æ»ÎãÑcØ»ß/`zßendstream endobj 329 0 obj > >> >> endobj 330 0 obj > >> >> endobj 331 0 obj > >> >> endobj 332 0 obj > stream jP ‡ ftypjp2 jp2 Yjp2h ihdr P * colr ,res resdK þK þ rescK þK þ jp2cÿOÿQ ) * P * P ÿR ÿ #»wvêvêv¼o o nâgLgLgdPPPEWÒWÒWaÿd Kakadu-v7.1ÿd Kdu-Layer-: log_2{Delta-D(squared-error)/Delta-L(bytes)}, L(bytes) -23.5, 2.5e+004 ÿ `Q ÿ»ßN€ ¬?s-ÉsŸ¡íÂH¼ì¦äzý®ô(|Dc*3¥lÀqP°Žÿ1žÄÜ#Ê’£z¡^4ûl£miáɲw «p^àxŸŠ¦¾IühÂPú7‹YD«#ýþ 4&@ †á¬Â:™û’»6àdoYÂ7šÌÌÌÌÌÌÌÌÌÚ‡lÜnÙ¹»¥hïŽ ![Á4¡çUË êM}äþ™¿‹æŒ³Ü]ð=4º¨½6tÀñ¹,l ý#P.¶«^òFk3333333333333iÍtÞk.`±Úƒ’Tvn ߨ¡Ãþñ˾»¢»ä±_éZTŠêH]t=-ÅÔÝÐàïíi` $%ÓwèÍ÷…üü]Î]EÃia’4V²°x-Î%äµn»NÑ‹ëu˜OIž»|p#íw8øÏTH°¸£uwší ØŸ2üiþ’Ì @ò#Ü×B±#lè¿0ƒÊ[«ßö€«¡Ž5Ûñ»³¨ê+¿ºIèâ’gì5oöè¤3ñrÁ]Y]Š«ßÂ-óWv¨&-‘p§»cIÓ+«µ‰é$á?S‰ÀC`Œ¼R²V¡ýPT‰LO öú¡Z/Í£Ýê7#¯ Ó¥»Ä±â:Ñ›€ HKœ‡«NîÚ»‹|X°îòÀênÞÝ`4V¡ÑÇãhâP÷þ¦fffcúz¾ZqCè¿ÅXŠûÚô}Ýš‰2r€’¯¼†Å¢^c’2þÌå^îX-«î7|Ò»A%’8Í6*¢’*’©¨3§º†N-Ù1Õ½³·»¾ôbq%Ô:ÇÙ®»ðÛXû5Äš˜`G[îkÙø§!ÁŒ2j›s’t˜2³k™’F£*1ºEæÑÜh3œ(G(ÓÇÿZ›ÖX&>^…µP1š Sø[^Í»¬áë-þÃ;2¦ó¦r£]•p«í¦ºÇþ¹ä®µ¸3r%^Ø«6Rãh&éÉ ¶-U8 jXê!Và²u0˜W XL¨IÖ²EüÎ.ë˜ërû›é…úœôÙÚ^ºV»TrÚqp°@ x1ùgyè!yBfpÌ£GŽ}&¸YÀ ¶ŽñûÂKûï¤ä’ŒlY𛺀èÈ…ÿ.úå·áë9YËΫØ;Gн±»ëÙݾ~`÷-þESáÒ)U-ø·•ÜÑWZ¥OÂỆ°07ÜðfQ¾ª¬Ø2´wÿF+Ï6=ëd°` «àÇØ(Õm&‡IaRç1áóû²%i¶ÜGqKe§ýüi‡£ *]*žöyÏÐZrôh’áOPZ€˜›uªŽ,’ Ô,vxýe߈ôÝéÌv-ÀYà¿ù|D6§%0°HËç((¦GnÈãèé¹ó§²¹’LF»ªŠ@6«å_Ž™¬Å÷d¬+t:H Ã3Jü7â»’;ßKyà»ÈU ɧ¯DW I‹ôU¸ìL*ñŒç€ÎøÖÊÀ8¥#ÿq¦²Íö[!{@»a‰}c©èk¨ ,²/¨.«(iùþ Ø¡³de~ð€¬¸lñ‡‰1″R Ò‹Õ-jò•¥š¢ìLº˜×çP©±&¹5Ë/eÌ»ï0Oj±TKl¥+’ªßÐfI§/^ fsZÀXRl‰I±Ÿë¼»`mŠÕé¬î»ið0_îDŸ~Úš«½¨? O`W»†^7 -oËú+w7ÆŒerŸ»»Øa&ãE: Vê¤hÉDzþ-Š·V|lûm§îz¿~I»®8O¾þØ’0¾9m¸*M¿½gTýrG ˆü’2¸A+‰-Ô‰y#y.ÊÅ bûˆPÛà õ|€ÖÍ8^?|GogmÉÅÝÀ^[ÐYÇàw-Ë5´š;)Ã@ÅIèA9VüžíýèØOÚB’ˆCvžcñ?´›-«š2-gNs»»Ð¡?PI åñȣ݅{`yc¶d»àß[‘Të ^w•Ç,{ü˜Ñ%bƒZw¹×hi™1äã# i4þÐÆ%Wn#¸íd-säåàÊÙ-Oüé>QîkÁJù&û˜¼òѦӧ’×?qm`!(ÑÍʸg±È³$YD-Ö¿m{_Œˆ¿•ŠZ¨Zä¤ÄÝ’ƒÓ³Ã™™3CŠu{?þ1.LD$?FB€æ¬ˆH-8.ˆâ/ñ-‹®NñBí-4ò3T%ZöÚøÇÑÐŒçP[æÎê-‡ëñ½+ìž+FËfu¡PûŠÃq:™²vgÕvåê°²Ï)$^±üëYÕ>¼8z&~þœ Êù܆øÏ…»ß=•Í»Ëx½*x·™ŒÅP¡çìéköÒ-Ó¤Yû:’ý•Uôë&?O¡oÓ¾m ˉ+K}š£=çIáû†g´#[`šÎòÁ6Ԁ㚨?±Gÿ¹ôÜÜûŠwÆê µüX _,2pÃ¥!8{¨-}2Ö‡Gsª·•¯ýVÒR¡J™Ç—Gyb‹)Na__…ZØŸÊ÷yòHóöÑéäij9´·N’Ø~`ìÆØÎ¥š²aŠY¤O¶»@Ñìøºúd4ß_«¥ÎÖ=(Íò.DÆ€žhKŸdCŸ~p8¡mŠRHÖ²›n-aôsÇH¾’OH‰ea™ÍÂñ-@¿Z$º«ình€‹ÅÕcþ)- îc}Göš8¬ƒòß56ÈeÙC´ŒHD¨ì)QgPò•`ðþ@Œñ4Z:gñ›Žœ°y8$N{ÖöüFÿÆà%ƒ0Ø-rõó=JÊ/? gš/‰R»‹ÜmøºŠ†×0-sW¼ÅAÊØï-I% ;WÙ-˪y?Þß!CÕ‹]Nêà»ß+ŠX°žo Õê3ñ»}Üôwìn#Ÿ›˜£Ô¤ösÙï¤Ë ߸[E£üÜ’ÕÎk©^½¿VPLCÁ»ŒAYt Ô÷êV ‘¬±Ã=IJäÍ´ÓcÕýor2¦/@Ü+S,ïA…cü…É2’Š€»-¨šx{!Tûµ¿ôí!}ÔÉþ-Ç-㋹+«¯u¿øG» õ’GÔ$#¢M¥€ AÚ}[à%ÔA»]{Aû4Ðÿ7″ü¤ƒwl·Š:ù¼AJng…êšò&¦U[âׇ#iµ&D³ÙXúI3KÙ%ò¹?g•Ÿ2ýòÁ’¦]Q‰lQD[C^97õn‹ý³Àž$w»êšÏ™a’Qy)Bª‡ Ô.éyäöÀ»Ä[‰ºA|õa‰®õJš$ŠÏñ»×$E®®JAÕ¢™¯ÀŠ›½%’X˜Lå»s!©®m)ý5íèŸ+0¶szHc ÎÈãݹ×)ÍrÍ¡äåÅÉ›L§ tH?C‡õ¶QkO^]‰PÉjLjt’Eéےæ‹3ß.R»·ÔÞSfµ@ü~’Áˆþö‹ú˵`7=®æÑ18›’³ŠqZ ਷¶élÂU9XÈ»/¹66â½q’ ¥nÈd1ø9¢¡uêÀxý.Ò{¹3S5®°º_þEÐ&؇˜¸ox
ËÖ1Ί-Tkÿòj’6ùž}¸ôIfWê[žn÷tç˜ÍõšÛ Fl·-«ñÅ*J{Ž(Ëù»ƒjQ÷~º^#t;]÷¦.ÍÙ’Ÿ}ƒô°Mè☢OŒrÌ[UÈçþ«¤)¾á’®Ríé¨Å]kþ£Ð0 mB¬ÍAáC0¸ì+»ÞwMšÜlíN±ý‹žÑý«°Åòج¶pmç8¾¯¸@»HêÒôÞ…¬=z×Àvçq|îc¦ƒü½{‘b+ -2$+l¨Clªy{,ÌáþbôýˆÖ~ó×ùY†wþ~Š6 ‡»ÄÆB7=®³Âm?Ÿ]À-ׯùÁ ù53’ˆàEÖÒ9p¹£=Qé Þq’î`-!ܤ:òr#=ÿlãLòþñXcuÌ•f· 7 çª,`îÿpûºÅ2ä}(fzûÀÍ…ëkíQj®s0¡¼’m§×Õ6ûd åN,»xŒ›ßü:…iWê#SÐ㣬š.iz=`ÁDŃî9ir ÷¶à™¤ìkSFAèèÄ4¡¥u%úöºª¥°XÏHóûÏ-1÷ÀñÙ¨Ÿ}a~?Óý׫>Ãx«êÚB°s¿ž2Ÿ ²š0Ã&âl¸.òøÚÂhc÷j⟠)KBEdê6p’™¾•Ì´á$Ùç!m˜ÖIV4ZÆõtʇÙ! ‹{eÀw öqÁ˜‹ w§@¤âÁ%6W h’K£Fª1,·Mc7*Hq½§Ë«8®¿ì¾(œ~ ú>¿×¶ÖÔ™M¹D²-*úÖöO°qDÑÁ6!Ì’%‰ ÿY5ÂÉÚå©Y6ÌÚ‡Í$u¡*O;:’ÏU«¸ ÐkdæJ±ÛÜ:L¢x›õÍ’ñE.ÃÿÍo ÒžïÓÐe=ó%1XÀh}ö§’¾•µQÝ«}•¤H»»Èµ«ñ£eω,èY-µçÁyµCÂ.ù©/9.uϣ߫HZA¬?~Úï’Œ .5|Às¶-Õ YM2…»múúî’sc’»ÜL’Ið%dzdÀÀ$uE9 ±G3Çór
#ÉÎj’Œ«˜µ>@#íôU’nxæ~x¨‡l-C€õè»{!u¨wÆáùí̇á_ÚËÕ¬°»¤~Ü{[š¡¸±K¨pR«2>Bw£ÿsþñÿ'(+Pm1HCÅ÷gÞaYg5f¾ Kï³rþŹ’â%:9-…¼í8ÀÛ~bµK‡J®a9UÐ¥MR’5Æ’t¢8îãßwyÍÊêAžA2€]S&ÓëtÂ9US{$ì8·hù>â’¿HÈk·H°•·WÍÌÓõ¡>±ÛÄv$;N$$‹ñLÊ>^h…y«°’dü»Q°»½õ;¢RÈêqî>Å û™Æ•OôÁxǬÔ::ž¥6’þ’€}Š,1•Þ4ºc¡!Aió-»‡:ëæËIHÌ-f&!ðäÒG¶Ñ©oYç×òߪÃa…¤t³}‹¿»h¨BõÙT‡šb)gõºð¿0-ažî´÷’ 6QÐó±P3Þ`õ }8‹ì_éúg»ŠŽX©þ9JYݼ›«¯ßyŸ¤°¦üׇ>¼^ýùE±;Šâ»TÔn‹¶Ùaƒ€0Ø¿X*¼5wãGž2¦,($$;» S»?P DK0îwtdË VÖc» k‰EÑ·Þ£øÓ#Íòõ=N~¦(3r¥I4psZ5Ëyåó€’+ÚËGf5RØ43’÷jßvHˆ’âˆq»¦ƒí@(2″ÔV>†¨Å£‹i(£+™Oe{OI å}8Šïºy2¬¨¬lè½ì³,æöàe)øubq¾zÐ »äï´a(}zœÀ¬½‰»»G¥JD»~Ÿ†îò¡žAvbýÑý»’&;~Dç{Wp€Ír8uV-hâÙjÍ£nÖ…D^~}¡‡¡ ´€+ßô—ö±·úßÛŠëôÀ¨m¡âåѨBc-^*cöv «û{Vô%ûäÇAÈ;«ö’¯U»qŒ Ñý³ÅÍÏ{³&MÞ}`:ÝåöÁXªÁ€bÄxô)-k¾…v»žao»Tw9öúu÷íØnúª?Ùª?³¢/ÝNså>gÏØÁ}=)æùºú{áþÍúzMú{ïútV¾1¿¢¦üÕ/ÍÐ~?›_þn®ÿM¥7A?7lÿåþQ¢¦üÕ/ͽÀé™-‡ˆ&;CŽÓ‹šA~×+ÌYEf¦1′ Œ6þµP/ß*³*gØ]’ÄmÜ5A¿6ŽÔµ2st’1¿A0¬ï[/£ÉV_s,ª€ž5¶Q½séÔÛY½1Ap#;?=:›øcëë-vª÷Ôº]åä[JäF¤*ìcIúoÉõ2éKß¾¿ü#Ð_ÆÕ©¼¥m8″º0žå7ˆ`°/4o»azxtÿý·oò÷Â,§ Ò&»LWܾm°žáâ#8ÅÚ,êYBPØvxÜ»$:P*¥†ÇÖ°ÐÛúé:+f˜ž3æfP1Þ»Ø4ßÒ’˜î€¶ß j´‡µ¼r?wêŒÉ4É6÷üd«ì-žc‡ j¿[·{À&o˜ü%*8p+šŒéU:Æxµ°ÔN»75->^¼ÔÙOõ‰ ¤Ã=DÊ;³ú†7Eë÷.àe4øI[q´WÌŸ/’r½âógTÔVÄt™½E(x&õžWzíg¨šŽUØ-G ‘c¶¸äd´¢Wû%ÿÛnè«›@¨Úö€˜âü×;Yãm¸>£9Å€§ùÿ@%K9›R˜ ?h’ðÔ½_qÅmk Wr)º
ÿY™ë_a7ƒÊ°ïÆñÅuŽMa&sɶ&óå«$’èt…k´¿Žö¯Õ™ó÷oç]Ÿá¹:»Ý>iÁ6Eñ»Á ÉãÉ/Èbó¬Øð{ÁLžÕÊŽÛV1ËdJ]›ÝÛ2íözÿø÷•Œöätþýî™åÒÅŽ7™œ˜qY¾(näH[4M-±oðx-h·8j†»ðK‰%Zjä¬Þ[u¡¶â…ÇwôöPg™zßò8_+¦kƒÕ¬XãQŽl¸LÐÇh]FøÎtÄÚÉÆ>‰.^tž…ÉRc¼u!>&-SÒMâPÊ{é½ëñ+1o³¼-6ý਼‡AV«ý ;²¹Åñ^ŽïµcŠ»±à±tÖ|Lëš’]édÙoK»7aäÿ=ò8‰ûƒò7~¨¨]m?«ÄL7A´‡b’;F°·-ü·½[nìùÉo~¤»ã·NÈPÒ§Ý ;‡-!P4¯~~IŸ)ýà?6zp+]°ŠµnVaxÃ#0̾HrÔ’}óAÝ™3ja’ãb».Ýà¥k1~Z;4æ[š B…ù¦g‡é»Þ»è¸HÌ+ö*ÆÖƒ|dËû&ã_oWÒO܉˜(VDS@Õº œ©ÖEÌ·0ýê›Ô’ëMEoq: ?ó©U»…í®×èüdYšqžŽ14QÃEŠ b•‰!:’ÿ{º›êS’áì¼öH¬7érêmn%ñÊ}ƒEMdënNî)d-e *±ý~vº¾ZvŸ¦ãM±4ÆÚ …°œwø$ ú),m- cWθø•²Õ›ñîJ:§º¨WøY¬2¾ï˜äwùÏ̘ô[Üžxü³²¯¸Ô¬•o3i½þ¬7/Ë’üÙ]2‰U´ÃàFcÛâ ¼& 3‰hå{~»†W»K}%×ÿFઠ¹ý E…ð¯ý¹¢£4¼ÙUšÁÂ!qa,æ®Ò9ÄØŒˆ†‹Bb™6Dܿվ氘ehËl+ìMHƒ•d«?DˆØ ‘µÿ?a[Š»¶ì¨»»âg[SÙ¢»AàÏT»Œ:™°ÙbDÒËó§#N:mN%{øNZØqàsc,)í‡íD0Oâ%’7Æßñ4¼ Ç@ÅM7×Ã9×>7Jqè8ÀaLY›³‡EúyP[t(nqÚQ6Êõ$Š%¿ üóqú§àÉ?ýëjd_r§|É#ðLBÓú´• eÐÎåÙ’½ÇS»C‹®ÃIeܤ±A/$/îÓÌE:ŽV]ÓS´bžÝÎ -Îý»-Õ^ýÖ ;³®#:îñÛ(yØR5ÑÓ}]Ø2ÿ{V5ªq÷܃M^6H_’éGÅ¿Ÿ{ÞH&@Awn[Ô’d·ªØS¨Ëj¬¿’fFvžy¬l¬Ù#»»¯ãšÑäì(-¤iÂDXƒIU«úÚt4D ßØ/ëì`ßOÒJ-õ, Y˜™bFä¤=ྻSÁýºÒlíP÷ÄÝ›¿n !‹‰¶ÉÄ!3RÒà† íZÅú£]wwr•lņ•&…KÄ S-ŽNæëé¸BXEþ²y¶cúye£¤Üÿ)1ê$…vÚ{ÛëeFÓÚ€O»Ú#«ƒü·ÿ^¿+ó~;ÿ€³4&Tñ2¯À»¼¾£¢ˆ©ÞRj»[e¨çi®ž¡ô†qÆI/¶Ì¥°-NóŠZ¡áþ[Þ§Ío%+!R0ûùý=î»kÞÔþt ,eÅò´’»[‘1i’ÀÁÔ!Tv±æt¬¶_mK¹-«ƒ|{«5°«.¹ÕËmÐÈI»~’ÃÅc«oD® MôË.(Dõ; 6dɧ4+òP¦:-F´ñ°¤OVÇŠè%:ç¤(¬_LöÍäiJzuä?¥Ñçÿf›#½Õõ;hzm£ÌŽbÑ4±›aƒjß(^b3=Aø-_dö-Ÿ¾ú™ÃÅ!·_FV:¸æ-ßÝÊSÎõð¶+JÆÅ6`4Ó’ûOJ‹ÝèЊéÜ,öÈâëÔ‹@ þžõèÍÉN(Oª5¿Ù,‰U¬»Ž³iª½zZ~€q‡ÒE>4¾t,ýçŠÄ§²:Ÿˆc]ŠÌ$V»ˆcñ3óÕ90ÓIZ:;µ*»Ï>P™Z[›7q!’ŸÂÁKá}ø/8ª¿ ìyQÌsDÃgŽüà_FFsãÊ6ÿq¨°œÐý§Ím3ÂqD©ÿ ÏÆýú«/|:7ùL#¬ÉRºÃÁð.û@¥‹˜»ÿA78D‡;°ÅçOX +†8&%»eedñÉ¿Obë¥qju/ÆQ™É,sØ0b èp»Çÿ»`¾[1´àßÙK|[Ø©®ÉJ:Ñž¡
R~Uß»EYuÝ,i€éÜ_˜£áBPiíEUE£sÃë€È´þy:žŒç@x’É+8_žiìw¾››ç:c$K»‰§2P‹°y4i5›2C·q%^®ÌTXñ1ËÉUà+NjS¡vV^DB y£QÝP)¬Nÿz?ØSd:† Î’_¸»•=áuJ{ù//’õ 9Š¨c‹×7!Í…BÿI(;ˇÆK -¦ä -~»à•[öìFƒYbæ×õ·ÔC|DFwW·Lºô§0²Ra’ú;7éƒ9¿|¿¿RÚ ×É°KD{è3″i0Ö¾cKƒî™,VBˆº>~Î(®ƒfïê¥$Ûô _7JÏ=U~Iîiìáj,Ž†ª Ž-(FÚ-«YïÆéÂ-2¶a¸!ÔØ#õ˜*ÌÎØ»ó©)©Ü4/!¬0Ð4ÃŒQ.·DZ-_9¥µŸ‰³>ÐÆs#®`Ɔì?ºŸcppEu=pŒ÷s÷ãýP0×»~ÑÁìj é0ó¿(÷¹yÓ`ÝrIïe›Ó(!EÈH±™ È£H^°Ü_ígæ¨ÌãôÔ4û3Ñv¼ñ¦»›žÃü#Äû¿Td½®î&¿ÞÉ$o’!Ûnðô’FYMÖø%?Uf¹J@÷åshÚ’òa_°}•Ød: }*µakø4’áÿ¡ÅÈŽ»»f®xÇUòõ-æNCQ¥°‰n$‹!’ÅaOýFG‡F¤oØæc[yÙí’CArvç¥÷àwÆìÝO#¥ª/†òUlŸ…ì@â*Žè:‹Ð’z z¬q:ýåOSÜ6ÜŽb¹Vç~fÚÛˆ0š¡Û5aHh;Ud)k»ø•4ª³Þ¡tëøZ¨:%tžÆN‹=ù$’æÜøÉ©d>½5¶U&ghÿvõYêíõ¨gWÌ&ð^Vº‹fFjô @]Ðå¹/¦¡Ðt×ã’¦:ÈÍ-ZÁ®žÑ©@€¯ÅÛç>nu-4å>¦ ŒOþdIÓÎi¥p³ÀXþöÂ9§î©sÅ]cJL¤b»/|Zµ™ë[/†B½sÇh-ŠÇë²å¨ñ.f¿^úïÛøy*ÞháFjÏYã¶We»›I¾#?•GâZ¹Ž·ÇmÐ2î`†f¸P_Yß½-9’È/s¿xn&™¥1àÖú©úÝ›×A5Ÿˆ«ˆ2oR¹ê{šÂÖ~•5W/×ȲTF[…Uòbƒ-¸Ïuõl-6Èò7Ò˜ÈÕ¿@}gPÂ6iK%µ€Ð~ŒÒÂ:~C¢çA]êê`Ô›œb-5M¸¡|´ì»-ÊÏ72úçCÝeÆþšÖeêäN¼H-ZX¼²†Ê/lIª…»Š»¹WÃ2ð òç²Æì’¶©íP»RòÖTºvªK º82qûüÖÍ¥?Í¢¿>ÉÿfßcóoQþ}ù»¿þoM¿Ÿ»ŸæéP†ücšßù’ßͪ¿ÍÙ_Í·ßèÓ_£j£k~mÑÿMÑÅñŸ¾7ÿOÐ[ã ߧùµæîoù½*~~àÿMÒ øÊ_ŽûøÖßÍ©Í×Í·ƒÏñп%wü•É¡?òjTǾOɧ/†’g¿Éoü4ÿ±ÿIÒòj ñßÇ^üG«ðî¿äèGãÒ€öYæ%ÇFëæa/$›B c»y{Ï#ÑYÊ÷&Ó.Tƒ£’0)iØkµr/t O:ç†ò(}U?=dSÓ•D¼ryTðÆr3‰W@35’N#¾K‹ŒèÉèž®í.ö*òΰDëãéî©€µ1ð?9ÿxa‡&°á‡hs¢X»çyª/XÖH)K%»‡fS£ÅñÐÐhETv}» Þ !…Ú ÔÖ»,«w(Î& ë²ïGàóVûík’…‹Y-?A+öÞê;àKÏ÷¿F ‘Ò½û-ÊýÑzÑÿd£8?O¿€Ã%’¸)NO*:›öC âl;íÐî©ÔE?áNdt!¶X>]i÷ï€øãoÒg¤*ù;ühÜÀþD[C73Ê.?»êx~ ,ˆJ»R]2 ĵ»ùæ=cŽ§V&|Ô»ÙÄ]׿Î@Ÿ£É’döíÅ곫ñ! ¾Ç¢- ,è¼ø¡ðîŒÒˆ§»ªm»Ï,ÇZôôêÐWûÏ çµ4 I•n³9Åî§%~ k³7P.9øO&ÞgázÒØ’·I)¿sÊ4Ó¼`A.%QåjåKM²¹ê’ñ |.Ãi*¹¡£N?až5B ÏE^¡Í~9û†BISàȵùñIžä^½› ?-øCÛ¿ˆâ3K¥`5ÎåsÊš`G ØKˆŠAu@ÓŠù·¼ŽÖK zXj’¾ÐÇ€ý0/ÃÑgú+´OFó‰ý €%É÷Ž#ìÈå äÀG×ôOnÌ1″ûÚ‹ò¶Ðý]À&¤¬ÍÊ×i[ú¤Æ$ýúF9Ó@oWqƳ åYÃ!g]¥¹…¢N_ÄJ²™F3º_8ÀÅe†k»,¿ _»DŠx›»òéËpÕ’¼Ò!`(ëQOnœÅJ´Ï»-Ÿöú¿|Ís:úàÏD8Ãö•z«Q$ÊîÙÞ·>0jVúÆå&¹1Ìi¾•vU¥ÚYÊÛsÝÄ}Í,ðóPÇ{¢#½xÌšk:õɽ~ƒ´œ¾1ê/íñP_½Ú09T½•wÁÈêï$-ʹu’®v»»oÏQ’ô«ŠÀRZæ$¯óåö×åt’gÉÆ‹˜EøQ0
Текст ГОСТ 7564-73 Сталь. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
>
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛЬ
ОБЩИЕ ПРАВИЛА ОТБОРА ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ ДЛЯ МЕХАНИЧЕСКИХ И ТЕХНОЛОГИЧЕСКИХ ИСПЫТАНИЙ
ГОСТ 7564-73
(СТ СЭВ 2859-81)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
 Читайте также:
Читайте также:

УДК 669.14 : 543.05 : 000.354 Группа ООО
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ
7564-73*
(СТ СЭВ 2859-81)
Взамен
ГОСТ 7564-64
СТАЛЬ
Общие нревила отбера проб, ааготовок и образцов для механических и технологических испытаний
Steel. General rules of samples, blanks and test pieces selection for mechanical and technological tests
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 августа 1973 г. На 1979 срок введения установлен
с 01.01.75
Проверен в 19В4 г. Постановлением Госстандарта от 20.04Л4 HI 1517 срок действия продлен до 01,07.90
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на сталь круглого, квадратного и шестигранного сечения, листы, полосы, ленты, балки, швеллеры, сталь угловую и зетовую и устанавливает общие правила отбора проб, заготовок и образцов для испытаний на растяжение, ударную вязкость, изгиб и осадку.
Стандарт распространяется и на другие виды стальных изделий, по форме сечения соответствующих изделиям, предусмотренным настоящим стандартом.
Стандарт предусматривает два варианта (1 и 2) отбора проб, заготовок и образцов (см. приложения I и 2). Вариант отбора проб, заготовок и образцов выбирается в зависимости от характера использования металлопродукции и указывается в стандартах или технических условиях.
При отсутствии указаний отбор проб, заготовок и образцов проводят по варианту 1.
- Читайте также:
Термины и определения приведены в приложении 3.
Рекомендации по применению указанных вариантов приведены в приложении 4.
Стандарт полностью соответствует СТ СЭВ 2859-81. (Измененная редакция, Изм. Jfc 1).
Издамма офмцнммоа Парвпечатка воспрацаиа
* • Переиздание (январь 1988 г.) с Изменением № 1,
утвержденным в июле 1982 г. (ИУС 11-82).
© Издательство стандартов, 1988
С. 2 ГОСТ 75М-73
-
1. ОБЩИЕ ТРЕБОВАНИЯ К ОТБОРУ ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ
-
1.1. Пробу отбирают от металла, прошедшего все стадии пластической деформации и термической обработки.
-
Пробу, отобранную до завершения термической обработки, необходимо подвергнуть обработке, которую проходит испытуемый металл.

-
1.2. При отборе проб должны быть обеспечены условия, предохраняющие образцы от влияния нагрева и наклепа.
При вырезке проб и заготовок огневым способом припуски от линии реза до края готового образца должны быть не менее:
15 мм — при толщине (диаметре) проката до 60 мм;*
20 мм — при толщине (диаметре) проката свыше 60 мм.
При вырезке проб и заготовок ножницами, на прессах штампах припуски должны быть не менее:
5 мм — при толщине (диаметре) проката 4 мм;
толщины проката — при толщине (диаметре) проката свыше 4 до 10 мм;
10 мм — при толщине (диаметре) проката свыше 10 до 20 мм;
15 мм — при толщине (диаметре) проката свыше 20 до 35 мм;
20 мм — при толщине (диаметре) проката свыше 35 мм.
-
1.2.1. При отборе проб, заготовок или образцов, подвергаемых перед испытанием механических свойств термической обработке, припуски от линии реза до края готового образца могут быть уменьшены.
-
1.3. Количество проб и образцов, отбираемых для испытаний, устанавливают в стандартах или технических условиях на металлопродукцию.
-
2. ОТБОР ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ
-
2.1. Вариант 1
-
2.L1. Вариант 1 предусматривает места отбора проб, заготовок и образцов для испытаний на растяжение, ударную вязкость и изгиб стали круглого, шестигранного, квадратного сечения, листов, полос, лент и стали фасонного профиля (швеллеры, угловая и зетовая сталь, тавровые и двутавровые балки).
-
2.1.2. Места отбора проб, заготовок и образцов по направлению прокатки, длине и сечению проката указаны в таблице и приложении 1 (черт. 1-3).
-
2.2. Вариант 2
-
2.2.1. Вариант 2 предусматривает места отбора проб, заготовок и образцов для испытаний на растяжение и ударную вязкость стали круглого, шестигранного, квадратного сечения, полос шириной до 200 мм, подвергаемых у потребителя термической обработке, и стали, поставляемой в улучшенном состоянии.
-
-
Вид металлопродукции и форма поперечного сечения
Направление оси образца по отношению н идпраале* мню прокатки
|
Места аырезжя проб, заготовок я образцов |
||
|
по длине |
по сечению проката для испытаний |
|
|
проката |
па растяжение | на ударную вяэкость| |
на изгиб |
Сталь круглого квадратного н шестигранного сечения
Вдоль
От любого конца прутка, мотке
Для стали размером (диаметр, сторона квадрата, диаметр вписанного круга) до 40 мм ось образца должна совпадать е осью прутка (черт. 1а приложения I). для стали размером более 40 мм ось образца должна проходить на расстоянии, равном */з радиуса от поверхности прутка нлн Vs половины диагонали от угла (черт. 16 приложения 1)
Для стали размером до 30 мм -через все сечение (черт. 1 в приложения I), для стали размером более 30 мм ось образца должна проходить на расстоянии 12,5 мм от поверхности прутка для круглых н шестигранных прутков и на расстоянии 10 мм -для квадратных прутков (черт. 1 г приложения 1)
Швеллеры, угловая н зетовая стадь
Вдоль
От любого конца
Из полки профиля на расстоянии, равном ‘А ширины от края полки до оси образца (черт. 2а, б, в, приложения 1)
У неравнополочных j толков образец вырезается из большей полки, при толшине полки 25 мм и менее образец вырезают через всю толщину, при толщине полки более 25 мм допускается обработка плоских образцов с одной стороны, а при изготовлении цилиндрических образцов так, чтобы сохранялась полоска поверхности проката на его головке
ГОСТ УЗД-73 С 3
Вяд метяллолро* дукцки м форма поперечного сеч ем нм
Направление осн образца по отношению к направлен мию прокатав
по длине проката
Места вырежи проб, заготовок и образцов
по сечению проката для испытаний
иа растяжение |на ударную вязкости на изгиб
4 ГОСТ
Тавровые, двутавровые и шнро-кополочные двутавровые балки
Полосовая и универсальная сталь шириной до 400 мм, в том числе и после продольного роспуска
Вдоль
Вдоль
От любого конца
От любого конца
Из полки профиля на расстоянии, равном ‘/> половины ширины рая полки до оси образца (черт. 2 г, о. е, приложения 1).
от края
При толщине полки 25 мм и менее образец вырезают через всю толщину, при толшине полки более 25 мм допускается обработка плоских образцов с одной стороны, а при изготовлении цилиндрических образцов так, чтобы сохранялась полоска поверхности проката иа его головке
На расстоянии, равном */> половины ширины от края полосы толщиной до 40 мм (черт. За приложения I) и на расстоянии, равном по-луднагонали от профиля толщиной лее 40 мм (черт. 36 ложення 1).
При толщине ката до 25 мм чнтельмо пробы реэают через всю толщину. при толщине проката свыше 25 до 40 мм
Рядом с пробой для испытаний на растяжение
угла бо-при-
про-вклю-вы-
В любом месте по ширине. При толщине до 30 мм включительно — через все сечения проката (черт. 3d приложения I), при толщине более 30 мм -ось пробы должна проходить на расстоянии 10 мм от поверхности (черт. 3 е приложения I).
|
Вид металлопродукции и форме поперечного сечения |
Напрввляима оси образца по отношению к делрдале* нвю прокатим |
Места вырезам проб, заготовок м образцов |
|||
|
по длине проката |
по сечению проката для испытанна |
||||
|
на растяжение |
на ударную вязкость |
ка к»гмб |
|||
|
Листовая, рулонная, широкополосная универсальная сталь шириной более 400 мы |
Ось образца может быть расположена хак вдоль. так и поперек прокатки в зависимости от требований стандарта или технических условий на соответствующий вид |
От любого конца листа или полосы. Для рулонной стали на расстоянии не менее I м от конца рулона |
пробу вырезают так. чтобы ось образца была возможно ближе к поверхности и чтобы на головке образца сохранилась чернота (черт. За приложения 1). При толщине проката более 40 мм ось пробы должна проходить на расстоянии, равном */» полудиагоналн от угла профиля (черт. 36 приложения I). На расстоянии, равном ‘/< ширины проката (черт. Зе. е приложения 1). При толшине проката до 25 мм пробы вырезают через всю толщину, при толщине проката свыше 25 до 40 мм пробу вырезают так, чтобы ось образца была возможно ближе к поверхности листа к чтобы на головке образца сохранилась чернота (черт. Зе приложения I). при толщине проката свыше 40 мм ось пробы |
Рядом с образцом для испытаний на растяжение, но в пределах зоны средней трети полуширины листа |
В любом месте по шнрнне. При толщине до 30 мм включительно — через все сечение проката (черт. 3d приложения 1), при толщине более 30 мм ось образца должна проходить на расстоянии 10 мм от поверхности (черт. Зе приложения 1) |
ГОСТ Т$и-73 С.
|
Вид металлопродукции и форма поперечного сечения |
Напраалемие осм образца по отношению и к а правлению пром а тми |
Места вырезки проб, заготовок N образцов |
|
по длине проката |
по сечению проката для испытаний |
|
|
на растяжение |
на ударную вявкость] на нэгиб |
|
|
металле»* продукции |
должна проходить на расстоянии, равном ‘/> половины толщины (черт. Зг приложения 1) |
6 ГОСТ 7И4-П
Примечания:
-
1. Прн отборе заготовок и образцов от сортовой стали поперек направления прокатки ось образца должна проходить на том же расстоянии, что и для продольных образцов. Поперечные образцы от круглой стали отбирают прн диаметре стали 100 мм и выше.
-
2. Если невозможно отобрать заготовки и образцы из полки профиля на расстоянии, равном 1/з ширины полки от ее края (для мелких профилей), ось заготовки может смещаться к середине полки.
-
3. Если в стандартах или технических условиях на листовую, рулонную или широкополосную сталь шириной более 400 мм не оговорено расположение оси образца относительно оси прокат ки. то образцы отбирают поперек прокатки от листовой к рулонной стали и вдоль прокатки от широкополосной универсальной стали.
-
2.2.2. Механические свойства стали определяют на образцах, вырезанных из термически обработанных заготовок.
-
2.2.3. Диаметр заготовок, подвергаемых термической обработке, должен оговариваться в стандартах и технических условиях.
-
2.2.4. Места вырезки заготовок и проб по направлению прокатки и длине проката должны соответствовать требованиям, указанным в п. 2.1.2.
-
2.2.5. При диаметре заготовки для термической обработки 25 мм и менее образец отбирают по сечению проката в местах, указанных на черт. 1-3 приложения 2.
Ось образца для испытаний должна совпадать с осью заготовки.
-
2.2.5.1. Из проб, отобранных от круглых (или шестигранных), квадратных прутков диаметром или стороной квадрата до 25 мм и полос шириной до 25 мм при толщине до 10 мм, заготовку вырезают так, чтобы ось образца совпадала с осью прутка (черт. 1 а, б. в, приложения 2).
-
2.2.5.2. Из проб, отобранных от круглых (или шестигранных) и квадратных прутков диаметром или стороной квадрата более 25 мм, заготовки вырезают или вытачивают так, чтобы ось образца была на расстоянии 12,5 м’м от поверхности прутка (черт. 2 а, б приложения 2).
-
2.2.5.3. Из проб, отобранных от полос шириной от 25 до 200 мм, заготовки вырезают так, чтобы ось образца находилась на расстоянии 12,5 мм от края полосы по ширине (черт. За, б, в приложения 2), а по толщине совпадала с осью полосы — при толщине полосы от 10 до 25 мм (черт. 3 б приложения 2) или находилась на расстоянии 12,5 мм от ширины стороны — при толщине более 25 мм (черт. 3 в приложения 2).
Для полос толщиной до 10 мм образцы вырезают через все сечение (черт. 3 а приложения 2).
-
2.2.6. Если форма и заданный размер заготовки для термической обработки соответствуют форме и размерам поставляемого проката, то заготовки отрезают от прутка и подвергают термической обработке без дополнительной механической обработки.
-
2.2.7. Если заданный диаметр заготовки более 25 мм и не соответствует форме и размерам поставляемого проката, то отрезанную от прутка пробу проковывают или прокатывают до заданного размера, а затем подвергают термической обработке.
Образец вырезают или вытачивают так, чтобы ось образца была на расстоянии 12,5 мм от края заготовки.
-
2.2.8. Для стали с пределом прочности 130 ktc/mim2 и выше термической обработке подвергают образцы, вырезанные или выточенные из заготовок в соответствии с черт. 1-3 приложения 2.
-
2.2.9. Режим термической обработки заготовок (или образцов) должен указываться в стандартах или технических условиях на металлопродукцию.
Заготовки (образцы) подвергают термической обработке один раз. При необходимости повторной термической обработки вырезают новые заготовки (образцы).
-
2.2.10. Образцы из стали, поставляемой в улучшенном состоянии, вырезают в соответствии с требованиями черт. 1-3 приложения 2 в зависимости от размера и профиля стали.
-
3. ОТБОР ПРОБ ДЛЯ ИСПЫТАНИЙ СОРТОВОЙ СТАЛИ НА ОСАДКУ В ХОЛОДНОМ И ГОРЯЧЕМ СОСТОЯНИИ
-
3.1. Пробы для испытаний на осадку отбирают от любого конца прутка или полосы. Для стали, поставляемой в мотках, пробу отбирают на расстоянии не менее 500 мм от конца.
-
3.2. Условия испытания, состояние поверхности образцов и порядок оценки результатов должны соответствовать требованиям ГОСТ 8817-82.
-
-
4. ОБЩИЕ ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЙ
4.1. Отбор образцов для испытания на растяжение
-
4.1.1. Изготовление образцов, форма, размеры и допускаемые отклонения по размерам должны соответствовать требованиям ГОСТ 1497-84 и ГОСТ 9651-84.
-
4.1.2. Для испытания стали круглого, квадратного и шестигранного сечения применяют цилиндрические образцы.
-
4.1.3. Для испытания листовой и полосовой стали толщиной до 25 мм включительно применяют плоские образцы с сохранением на них поверхностных слоев проката. При толщине стали более 25 мм применяют цилиндрические образцы, при этом для стали толщиной более 25 до 40 мм включительно на головках цилиндрических образцов должна частично сохраняться поверхность проката.
Примечание. Испытание листов и полос толщиной 10-25 мм можно производить как на плоских, так и на цилиндрических образцах. В сертификате указывают тип образца.
-
4.1.4. Для испытания фасонного проката толщиной до 25 мм включительно применяют плоские образцы с сохранением на них поверхностных слоев проката, а при непараллельных сторонах полки — с сохранением поверхностных слоев проката на одной стороне; при толщине проката более 25 мм допускается обработка плоского образца до толщины 25 мм с сохранением на одной стороне образца поверхности проката или изготовление цилиндрических образцов.
Примечание. При толщине полки фасонного профиля от 10 до 25 мм испытание может производиться как на плоских, так и на цилиндрических образцах.
-
4.1.5. Сталь круглого, квадратного и шестигранного сечения, для которой отбор заготовок и образцов производится по варианту I, диаметром или стороной квадрата до 40 мм, полосовая сталь толщиной до 8 мм и шириной до 50 мм, фасонные профили с толщиной полки до 4 мм могут испытываться на растяжение на образцах, не подвергаемых механической обработке.
4.2. Отбор образцов для определения ударной вязкости
-
4.2.1. Форма образцов, размеры и предельные отклонения по ним должны соответствовать указанным в ГОСТ 9454-78 и ГОСТ 7268-82.
-
4.2.2. Для испытания ударной вязкости круглой стали диаметром до 16 мм, квадратной стали со стороной квадрата до 10 мм и проката толщиной до 10 мм применяют образцы размером 5ХЮХ55 мм, для стали диаметром более 16 мм и толщиной более 10 мм — образцы размером 10Х10X55 мм.
-
4.2.3. Образцы, отобранные от фасонного проката, а также от полосовой и листовой стали толщиной менее 40 мм вырезают таким образом, чтобы одна лз боковых граней совпадала с поверхностью проката. Ось надреза должна быть перпендикулярна к поверхности проката.
4.3. Отбор образцов для испытания на изгиб
-
4.3.1. Испытание на изгиб листовой, полосовой и фасонной стали и ленты проводится на плоских образцах.
При толщине проката до 30 мм включительно образцы изготавливаются с сохранением поверхностных слоев проката.
При толщине проката более 30 мм изготавливают простроганные образцы толщиной 20 мм. Ширина образцов — по ГОСТ 14019-80.
Полосовая сталь толщиной до 8 мм и шириной до 50 мм может испытываться на образцах, не подвергаемых механической обработке.
-
4.3.2. Испытание на изгиб круглой, квадратной и шестигранной стали диаметром (стороной квадрата) до 30 мм включительно проводят на образцах, поперечное сечение которых должно быть равно поперечному сечению проката, а испытание круглой и шестигранной стали диаметром более 30 мм — на цилиндрических образцах диаметром 25 мм с сохранением поверхности проката. Для стали квадратного сечения со стороной квадрата более 30 мм применяют плоские, простроганные с одной стороны образцы толщиной 20 мм.
При изгибе как плоских, так и цилиндрических образцов поверхность проката должна находиться с наружной стороны.
-
4.3.3. Подготовка образцов к испытанию должна проводиться в соответствии с требованиями ГОСТ 14019-80.
ПРИЛОЖЕНИЕ 1
СХЕМА ОТБОРА ЗАГОТОВОК И ОБРАЗЦОВ ИЗ ПРОБ ПО ВАРИАНТУ 1



Черт. 1


Черт. 2


*30 , ,*цо

Черт. 3
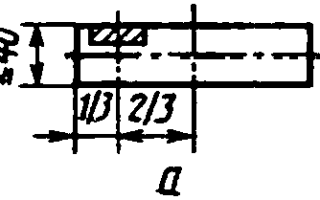
ПРИЛОЖЕНИЕ 2
СХЕМА ОТБОРА ЗАГОТОВОК И ОБРАЗЦОВ ИЗ ПРОБ ПО ВАРИАНТУ 2

Черт. 2

ПРИЛОЖЕНИЕ 3
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
-
1. Проба — часть металлопродукции, отобранная для изготовления из нее заготовок для образцов.
-
2. Заготовка-часть пробы, обработанная или необработанная механически, подвергаемая в случае необходимости термической обработке, предназначенная для изготовления образцов.
Примечание. В некоторых случаях заготовкой может служить проба.
-
3. Образец-часть пробы или заготовки определенного размера, обработанная или необработанная механически н подготовленная для испытаний.
Примечание. В некоторых случаях образцом для испытаний может служить проба или заготовка.
Вариант
ВЫБОР ВАРИАНТА ОТБОРА ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ
Вид продукции
ПРИЛОЖЕНИЕ А Рекомендуемое
Дополнительная обработка у потребителя
. 14 ГОСТ 7544-73
Состояние металлопродукции * момент поставки
1.
Сталь круглого, квадратного, шее* тиграмкого сечения, листы, полосы, ленты, швеллеры, угловая н зетовая всех марок и назначений
2.
Листы я полосы шириной более 200 мм
Сталь круглого, квадратного, шестигранного сечения, полосы (шириной до 200 мм) и конструкционной углеродистой н легированной стали
Горячекатаная, кованая, калиброванная, шлифованная (серебрянка);
без термической обработки;
в термически обработанном состоянии (отожженная, высокоотпушснная, нормализованная, нормализованная с высоким отпуском)
В улучшенном состоянии (закалка-]-4-отпуск)
Горячекатаная, кованая, калиброванная н шлифованная (серебрянка);
без термической обработки;
в термически обработанном состоянии (отожженная, высокоотлущенная. нормализованная с высоким отпуском);
в улучшенном состоянии;
в нормализованном состоянии
Без дополнительной термической обработки
После дополнительной термической обработки (закалка с отпуском)
Без дополнительной термической обработки
Группа В09
Изменение № 2 ГОСТ 7564-73 Сталь. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 17.03.89 № 555
Дата введения 01,10.89
На обложке и первой странице под обозначением стандарта указать обозначение: (ИСО 377-85).
(Продолжение см. с. 58)
(Продолжение изменения к ГОСТ 7564-73) Вводная часть. Заменить слова: «Стандарт полностью соответствует СТ СЭВ 2859-81 > на «Стандарт соответствует СТ СЭВ 2859-81 и МС ИСО 377-85>.
Пункт 4.1.1. Заменить ссылки: ГОСТ 1497-73 на ГОСТ 1497-84, ГОСТ 9651-73 на ГОСТ 9651-84.
(ИУС № 6 1989 г.)
Редактор С. И. Боборыкин Технический редактор Э. В. Митяй Корректор Л. В. Сницарчук
Сдано в наб. 01.06.88 Подо, в печ. 16.09.88 1,0 уел, ш л. 1,0 уел. кр.-отт. 1,01 уч.-нзд. л. Тираж 10 000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП, НовопреснеискиА пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Даряус н Гирено. 39. Зак. 2203.
Литература:
- Мирский, «Медицина России X—XX веков» (Москва, РОССПЭН, 2005, 632 с.).
- З.С. Смирнова, Л.М. Борисова, М.П. Киселева и др. Противоопухолевая эффективность прототипа лекарственной формы соединения ЛХС-1208 для внутривенного введения // Российский биотерапевтический журнал. 2012. № 2. С. 49.
- Мустафин Р. И., Буховец А. В., Протасова А. А., Шайхрамова Р. Н., Ситенков А. Ю., Семина И. И. Сравнительное исследование поликомплексных систем для гастроретентивной доставки метформина. Разработка и регистрация лекарственных средств. 2015; 1(10): 48–50.
- https://files.stroyinf.ru/Data/70/7087.pdf.
- https://allgosts.ru/77/040/gost_7564-73.
- Pund A. U., Shandge R. S., Pote A. K. Current approaches on gastroretentive drug delivery systems. Journal of Drug Delivery and Therapeutics. 2020; 10(1): 139–146. DOI: 10.22270/jddt.v10i1.3803.